

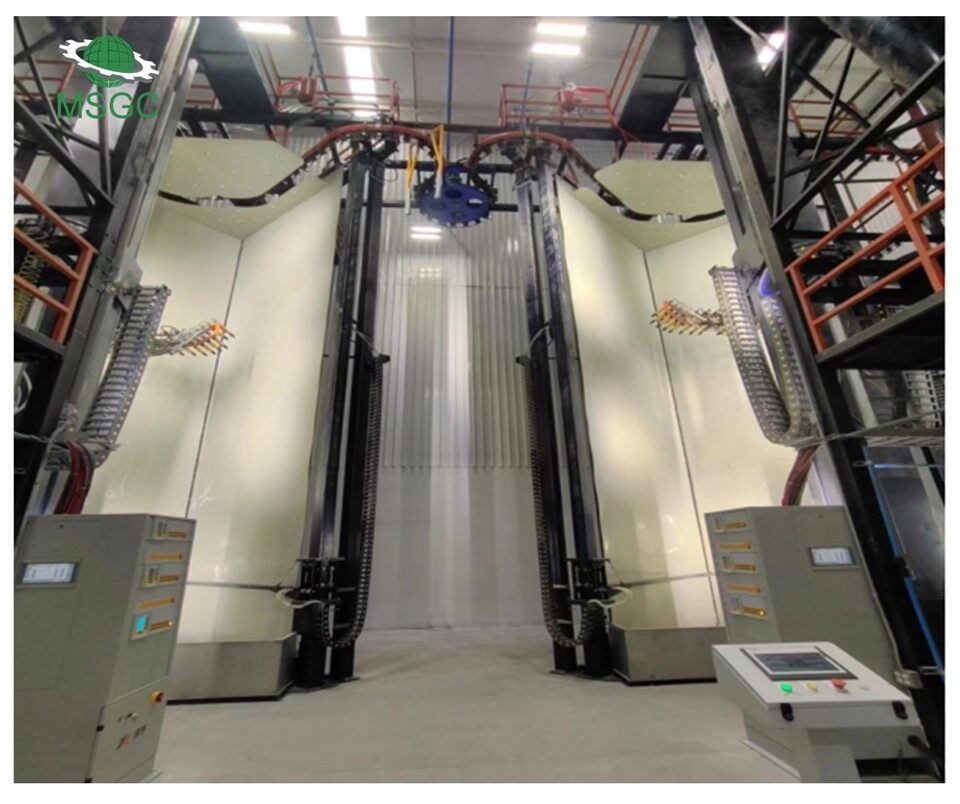
Alumiiniumprofiilide vertikaalse pihustusliini tööprotseduurid
Seadme nõuded
Pulberpihustusruum: sisesein peaks olema tasane ja sile ning 5 meetri kaugusel asuvad elukohad peaksid olema hästi maandatud, et vältida staatilisi laenguid. Kuivuse säilitamiseks tuleks varustada siseruumides kasutatavaid õhunifikatsioonirajatisi ning mõistlik ventilatsiooniseadmed tuleks kavandada puhta õhku tagamiseks ja kattekvaliteeti mõjutavate lisandite vältimiseks.
Elektrostaatiline pihustuspüstol: valige kõrge stabiilsuse ja hea pulbri laadimiskiirusega pihustuspüstol. Kõrgepinge elektrostaatiline generaator peaks olema ohutu ja usaldusväärne, varustatud lekkevastaste ja lühiseemnete kaitseseadmetega.

Pulbervarustusseade: tagage pulbervärvi pidev, ühtlane ja kvantitatiivne tarnimine pihustuspüstolile.
Õhukompressor: paigaldage õlivee eraldamise seade, kontrollige regulaarselt õhuhoidla ja kuivatifiltri drenaažiefekti, et veenduda, et suruõhk on kuiv, õlivaba ja lisanditeta.

Vooskeem
- Pinna töötlemine: puhta ja sileda pinna tagamiseks eemaldage õli ja rooste alumiiniumist profiilidest ning tehke anodeeriv töötlemine, et suurendada korrosioonikindlust.
- Katte ettevalmistamine: Valige pigmendid ja lahjendid vastavalt nõuetele, segage need ühtlaselt proportsionaalselt ning reguleerige pihusti relva düüsi suurus ja rõhk.
- Pihustamisoperatsioon: valage pigmenti pihustusseadmetesse, reguleerige rõhu ja voolukiirust, veenduge, et profiili pihustamispind on ülespoole suunatud, ja kandke ühtlase katte tagamiseks ühekihilist või mitmekihilist katet.
- Ravi kõvendamine: kattekihti ravitakse loodusliku kuivatamise või lisakütte abil.
Ohutuse ettevaatusabinõud
- Isiklik kaitse: operaatorid peavad kandma kaitseriietusi, kindaid, klaase, maske ja muid seadmeid.
- Ventilatsioon ja tulekahju ennetamine: pihustusala peaks olema hästi ventileeritav, tuleallikatest eemal ja järgima tuletõrje ennetamise meetmeid.
- Seadmete ülevaatus: kontrollige pihustamisseadmeid regulaarselt, et tagada selle tihendamine ja normaalne töökord.
Kvaliteedikontroll
- Visuaalne ülevaatus: viige läbi pihustatud profiili visuaalne ülevaatus, et tagada kattel ilmselgeid puudusi.
- Tulemuslikkuse testimine: teostage kareduse testimine, viskoossuse testimine jne, tagamaks, et kattekvaliteet vastab nõuetele.
Hooldus ja puhastamine
Seadmete puhastamine: Pärast pihustamist puhastage seadmed õigeaegselt, et eemaldada jääk pigmendid ja lahjendid.
Regulaarne hooldus: hoidke pihustusseadmeid regulaarselt, et tagada selle pikaajaline stabiilne töö.
Järgides ülaltoodud tööprotseduure, saab tagada alumiiniumiprofiili tõhusa ja ohutu töö, parandades samal ajal katte kvaliteeti ja tootmise tõhusust.
1. Täielikult automatiseeritud juhtimine: toorikut on täielikult automatiseeritud alates tühjast rippumisest kuni pihustava valmistoodete mahalaadimiseni.
2. Madal energiatarbimine: kõvendusahi võtab kasutusele ruudukujulise ahju disaini, mille soojusallikate kasutamise kiirus ja energiasääst on üle 15%.
3. Tööjõu kokkuhoid: automatiseeritud kontrolli vastuvõtmine tööjõu intensiivsuse vähendamiseks ja 60 töötaja säästmiseks.

4. Madal pulbri tarbimine: kõrge pulbri laadimiskiirus, ühtlane näomaski paksus tooriku pinnal, mis võib säästa 20% pulbrit.
5. Väike jalajälg: tootmisliiniseadmed, mille igakuine toodang on 2000t, võtab W20M * L 53 meetrit.
6. Tootmisvõimsus: tootmisvõimsust saab kujundada vastavalt kasutaja vajadustele, vahemikus 1000t\/kuus kuni 2000t\/kuus.





